

Производство
Мы предлагаем пройтись по нашим заводским цехам и ознакомиться более подробно со всеми этапами производства.
1 этап: Заготовка опоры
Хотим рассказать вам нашу историю про то, как лист металла превращается в четкие грани и линии, становясь надежной опорой вашего проекта по освещению любой территории 😌
Сначала из листа нужной толщины вырезается заготовка будущей опоры освещения на плазменном станке.

2 этап: Рождение опоры
После плазменной резки листы металла отправляются под пресс для придания необходимой формы листов.
На прессе металл проходит процедуру гибки, где опытные специалисты следят за всем процессом от начала до конца — благодаря современному ПО следить нужно только за правильной подачей металла в исходную позицию, все остальное станок сделает сам.

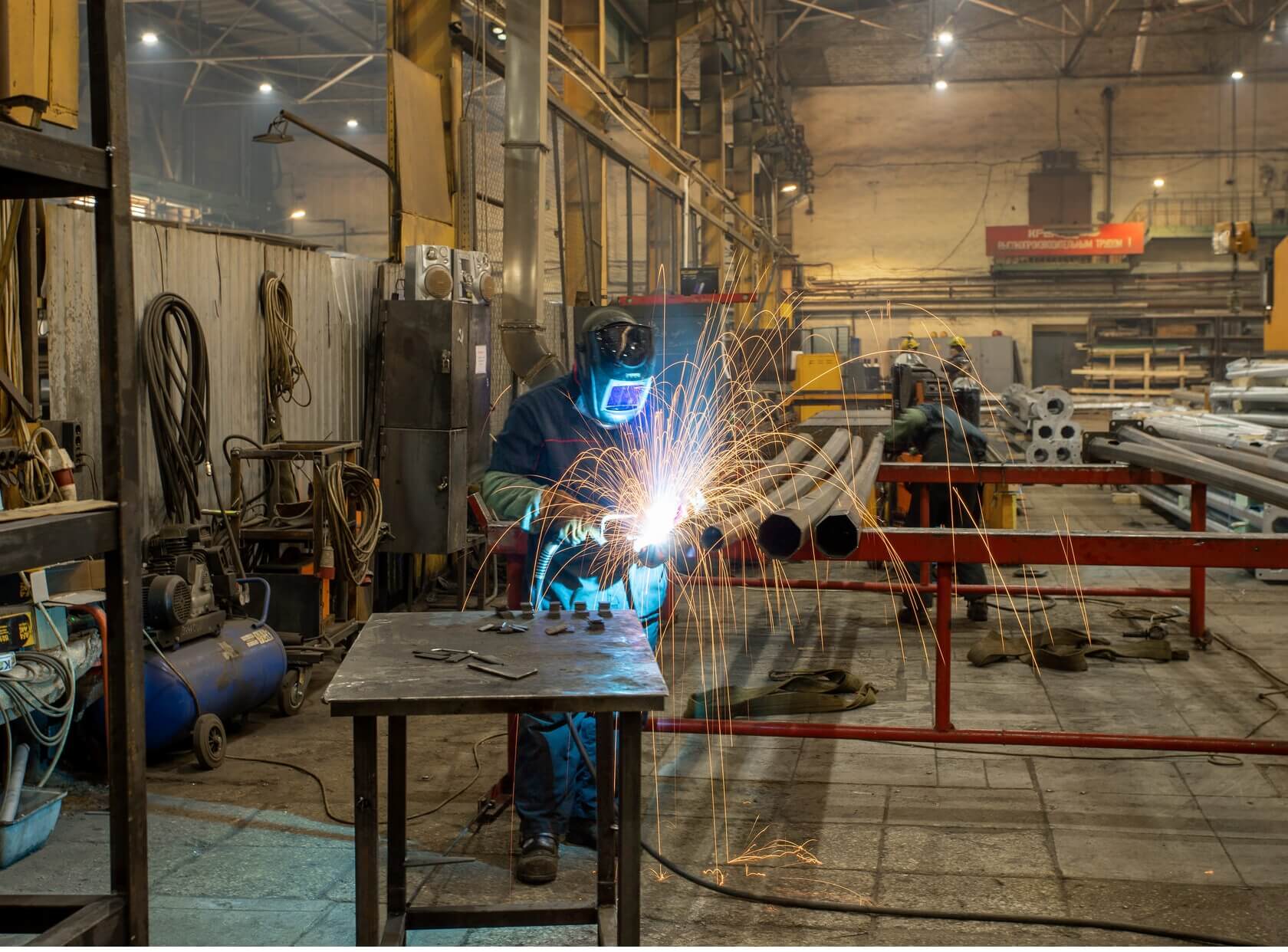
3 этап: Сварочный робот
В дальнейшем заготовки граненых опор отправляются в сварочный робот, после чего к стволу опоры приваривают фланец (при необходимости).

4 этап: Доработки
После сварки исправляются отклонения формы, вырезается место под лючок, если он предусмотрен, привариваются планки для установки электрооборудования, привариваются гайки для крепления кронштейнов освещения.
Далее опоры освещения проходят промежуточный контроль качества и отправляются на нанесение защитного покрытия.
5 этап: Защитное покрытие
Само защитное покрытие в зависимости от пожеланий заказчика может быть как покраской в любой цвет из палитры RAL, так и горячим цинкованием.
Цинкование производят в соответствии с ГОСТ 9.307-89, в котором содержатся все требования относительно горячих цинковых покрытий. Они касаются конструкции изделий, подлежащих оцинковке, и поверхности металла, а также качества уже готового покрытия. Величина толщины покрытия 40-200 мкм тоже выступает одним из требований ГОСТ 9.307-89 (п. 2.2).

6 этап: Выпрямление
После этапа цинкования изделие оставляют просохнуть и направляют на дополнительную обработку, например, удаление участков с подтеками, чтобы получить безупречно ровное покрытие, а также прогонку отверстий под резьбу.
Готовое изделие остается проверить на соответствие ГОСТ и определенным условиям эксплуатации.

7 этап: Покраска
Также, может быть осуществлена дополнительно покраска в декоративный цвет, например, в черный цвет, как на фото.
А благодаря шлифовальному станку все швы опор становятся идеально ровными, при этом краска остается цельной, без разрушений или царапин.
